服務熱線:1362169548613621695486
服務熱線:1362169548613621695486
竹原纖維是竹子莖稈經物理機械、化學、生物 等加工方法制得的束狀、絲狀或絮狀單元,包含竹 單根纖維細胞或多個纖維細胞集合體。竹原纖維 的開發利用符合綠色可持續發展的戰略。由于竹 原纖維的諸多優點,使其備受紡織、家具、汽 車、建材等行業的關注。
目前工業上獲取竹原纖維較為成熟的方式包 括碾壓法和梳解法。碾壓法主要通過碾壓方 式處理軟化后的竹片,使竹材產生龜裂并使纖維剝 離。該方法由于碾壓時的外載與竹片材性及截面 特征難以自適應,導致竹片產生的裂紋分布不均 勻,影響竹原纖維的開纖率及分離度。而梳解法通 常采用機械梳針將經過軟化的竹片梳解成粗竹原 纖維,該方法完全破壞了竹材生物結構特性,其作 用力對竹原纖維性能損傷較大,導致制備的竹 原纖維力學性能不佳,竹材利用率較低。
基于以上原因,提出了一種竹纖維提取新方法,并依據這一原理設計了一種錐模開纖機具。 將竹筒置于錐形模具中,對其施加軸向壓縮載 荷,使竹筒產生軸壓脫層開纖分離,從而制備出粗細均勻,長度合適的天然竹纖維。竹筒錐模開纖的 試驗研究為后期實現竹材整竹開纖的研究奠定了基礎,有望進一步提高竹材利用率,實現竹纖維的高效率生產。
1 年生新鮮毛竹( Phyllostachys heterocycla) ,采 自浙江省諸暨市。取胸徑差異不大的新鮮毛竹材, 在距地面約 1.5 m 的整竹節處向上截取約 2.0 m 長 的一個竹筒段,在整竹節處截斷并編號,作為試件 原料。分別從胸徑差異不大的 5 根竹材的同一部 位截取 D×100 mm×t( 直徑×長×厚) 的竹筒段,稱量 并記錄各試件的質量。本次試驗中,竹筒的直徑為 80~92 mm,厚 6.1~7.2 mm。將同一高度截取的竹 筒均分在每組試驗中,并對試件進行堿液蒸煮軟化 處理。軟化工藝為: 將試件在清水中浸泡 12 h 后, 置于 8%質量分數的 NaOH 溶液中高溫常壓蒸煮軟 化 90 min,最后將軟化處理后得到的完整竹筒作為 錐模受壓開纖試驗的試件。
WDW-200C 萬能力學試驗機,上海華龍測試 儀器有限公司; J1G-WRT-355 型材切割機,武義銳 特工具有限公司; DZF-6020 真空干燥箱,上海精宏實驗設備有限公司; YG0002 型纖維細度儀,溫 州百恩儀器有限公司; Y111A 型纖維長度測量儀, 河北慧采科技有限公司; 蒸煮鍋; 電磁爐; 游標卡 尺; 記號筆; 240#砂紙等。
將軟化后的竹筒分別在 5 個不同的開纖速率 下進行受壓開纖試驗。開纖速率分別設置為 0.25, 0.5,1,2 和 4 mm /min,進行 5 個水平單因素試驗, 模具錐角取 160°。將開纖完成后的試件清洗整 理,剔除未開纖部分后烘至絕干,再稱量所得竹原 纖維的質量,統計竹原纖維得率,然后測定竹原纖 維的細度和長度。試驗重復 5 次,測試結果取均 值。根據竹原纖維的產品標準并結合試驗條件,本 研究以竹原纖維得率和纖維細度作為開纖速率對 竹筒錐模受壓開纖效果的評價指標。
置模具錐角分別為 130°,140°,150°,160°和 170°,進行 5 個水平單因素試驗。將軟化后的竹筒 分別在 5 個不同錐角的錐形模具上進行受壓開纖 試驗,控制試驗機的開纖速率為 1 mm /min。開纖 后,統計竹原纖維得率并測量竹原纖維的細度和長 度。試驗重復 5 次,測試結果取均值。根據竹原纖 維產品標準并結合試驗條件,本研究以竹原纖維得 率、纖維細度及纖維長度作為模具錐角對竹筒錐模 受壓開纖效果的評價指標。
參照 GB /T 15780—1995《竹材物理力學性質 試驗方法》測定竹材含水率。對截取的新鮮竹筒 上方 2 cm 處尺寸為 10 mm×10 mm×t 的小竹塊進 行含水率測試。取 10 個小竹塊稱質量后放入 80 ℃烘箱中恒溫干燥至絕干,并記錄絕干竹塊的質 量。竹材含水率( w) 計算公式為:

軟化處理后的竹筒在開纖試驗機中以開纖速 率為單一變量進行錐模受壓開纖試驗,各試件的開 纖形態如圖 1 所示。
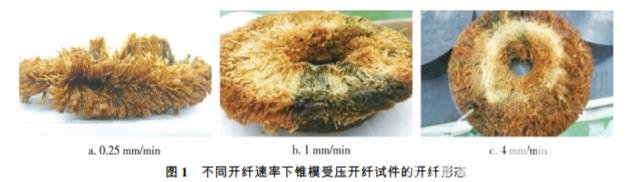
將不同開纖速率下完成錐模受壓開纖試驗的 試件清洗整理,去除未開纖部分,烘干后計算竹原 纖維得率,測量并統計竹原纖維細度。不同開纖速 率下竹原纖維的得率見表 1,從表 1 中可以看出, 當開纖速率分別為 0.25 mm /min 時,竹原纖維平均 得率達到最大值 30.52%。開纖速率對竹原纖維得 率有明顯影響,主要體現在: 隨著開纖速率的不斷 減小,竹原纖維得率從 27.42%逐漸增大到30.52%。 開纖速率從 4 mm /min 減小到 1 mm /min 時,竹原 纖維得率明顯增加,增加量為 3.07%; 而當開纖速 率從 1 mm /min 降低到 0.25 mm /min 時,竹原纖維 得率僅增加了 0.03%。
竹筒錐模受壓開纖方法具有較好的開纖效果, 在開纖過程中,開纖速率和模具錐角是影響開纖效 果的 2 個重要因素。隨著開纖速率的降低,竹原纖 維的得率逐漸提高; 當開纖速率為 1 mm /min 時, 竹原纖維的得率趨于穩定,為 30.49%。此時,竹原 纖維 平 均 細 度 為 190. 9 dtex,平 均 長 度 為 83. 66 mm,且竹原纖維細度及長度分布均勻性均較好。 隨著模具錐角的增大,竹原纖維得率先升高后下 降,在模具錐角為 160°時,竹原纖維得率最大為 30.63%。此時,竹原纖維平均細度為 190.3 dtex, 平均長度為 84.68 mm,竹原纖維細度及長度均勻 性均較好。在開纖速率 1 mm /min,模具錐角 160° 的工藝條件下,100 mm 長的竹筒試件能獲得平均 長度為 84 mm,平均細度為 190 dtex 的竹原纖維, 其纖維得率為 30.5%,且竹原纖維細度及長度分布 均勻性均較好。 竹筒錐模開纖法獲得的竹原纖維細度完全能 滿足纖維氈、纖維墊的制作要求,但用于紡織纖維 材料時,還需進一步精細化處理。